Токарная обработка цилиндрических поверхностей
Токарная обработка цилиндрических поверхностей — это один из базовых технологических процессов металлообработки, при котором формируется наружная или внутренняя поверхность вращения. Такая операция обеспечивает точную геометрию детали, формирует рабочие посадки и отвечает за стабильную работу вала, втулки, оси, втулки скольжения и других элементов.
Обработка выполняется на токарных станках с ручным управлением или с ЧПУ. Все работы производятся в Москве, в оборудованном цеху. Принимаются заказы на единичные детали и серии. Обработка ведётся по чертежу, техническому заданию или по образцу. При необходимости — выполняется подбор материала и изготовление заготовки.
Какие операции входят в токарную обработку цилиндрических поверхностей
Работа начинается с установки заготовки, центровки и подбора резца. Затем осуществляется обтачивание поверхности, формирование размера, контроль биения и, при необходимости, шлифовка. Отверстие или наружная часть обрабатываются по заданному диаметру, шероховатости и допуску.
Виды операций:
- наружное обтачивание по всей длине или участками;
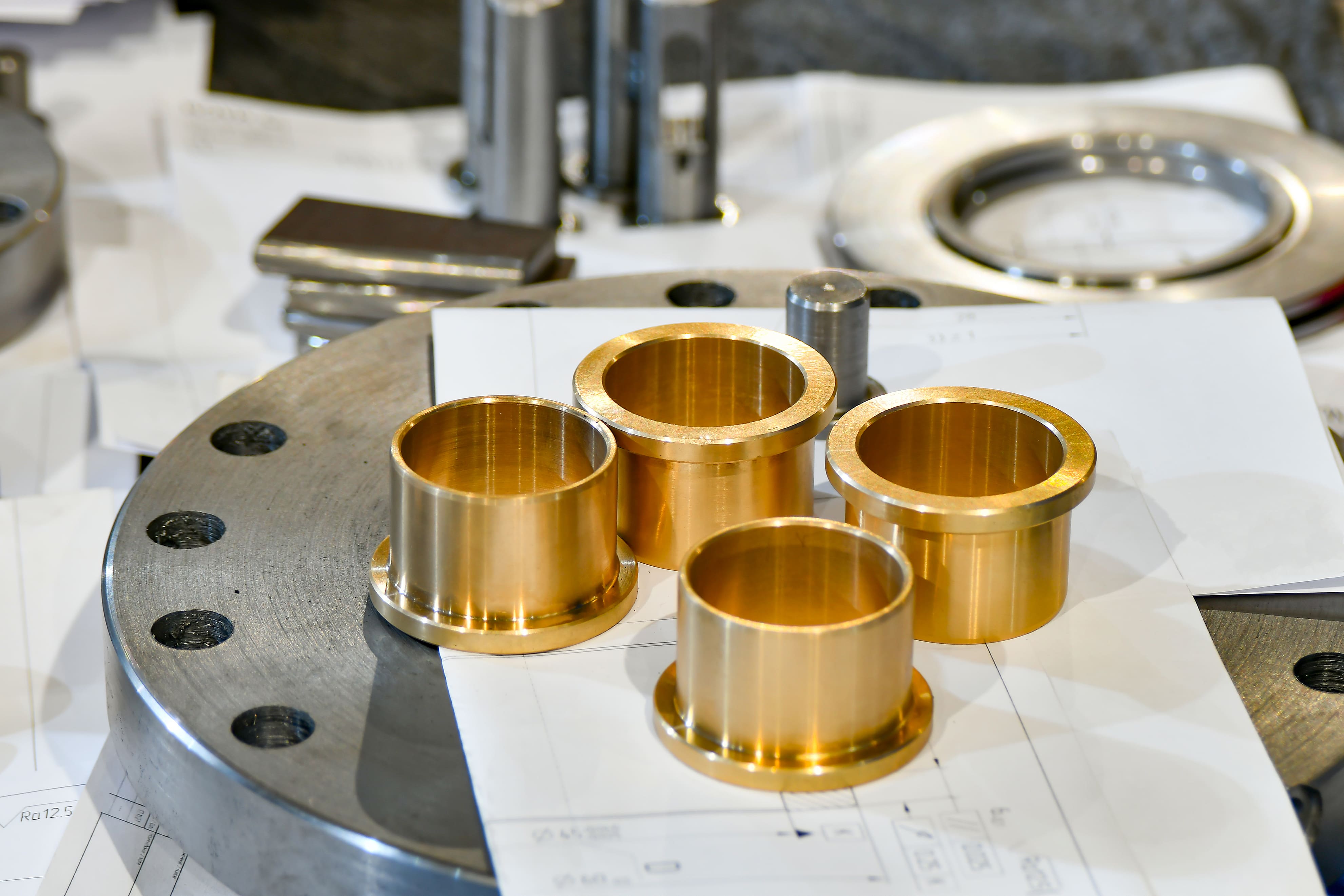
- обработка внутренних цилиндрических поверхностей (расточка);
- токарная обработка канавок, буртов, фасок, ступеней;
- доводка посадок под валы, втулки, втулки скольжения;
- обработка сквозных и глухих отверстий;
- выведение точной цилиндрической формы;
- обработка на станках ЧПУ или вручную.
Геометрия контролируется после каждого перехода. Используются штангенциркули, микрометры, нутромеры, индикаторы и шаблоны. При необходимости проводится предварительное черновое точение, а затем — чистовое в несколько проходов. Обеспечивается повторяемость параметров в пределах допусков до 0,02 мм.
С какими материалами и деталями работаем
Обработка возможна на деталях диаметром до 500 мм и длиной до 500 мм. Используем материалы: конструкционная и легированная сталь, нержавейка, алюминий, латунь, бронза, полиамид, фторопласт. Выбирается инструмент с оптимальным углом резания и материалом режущей кромки.
Обрабатываются цилиндры с постоянным диаметром, проставки, кольца, оси, втулки и валы, включая фасонные детали. Применяется обтачивание с постоянной скоростью резания, режимом подачи и системой СОЖ. В результате получаются детали с высокой точностью, чистотой поверхности и соответствием техническим требованиям.
Примеры задач
- Изготовление и расточка валов, осей, втулок — по чертежам с точностью до сотых долей миллиметра.
- Обработка наружных и внутренних цилиндрических поверхностей — с контролем шероховатости.
- Фрезеровка и сверление отверстий вдоль цилиндров — с возможностью нарезки резьбы.
- Шлифовка цилиндров для последующей посадки подшипников или втулок — в соответствии с допусками.
- Производство деталей для гидроцилиндров, редукторов, приводов и других узлов техники.




Стоимость и сроки
| Операция | Цена ₽ |
|---|---|
| Выточка втулки Ø20×30 мм | от 400 |
| Нарезка наружной резьбы М12 | от 250 |
| Расточка отверстия Ø35 до Ø40 | от 350 |
| Изготовление оси Ø10×80 мм | от 450 |
| Обработка капролона | от 300 |
Скорость выполнения заказов и стоимость
Сроки обработки цилиндрических деталей зависят от длины, диаметра, материала и степени точности.
В типовом случае заказ изготавливается в течение 2–15 рабочих дней.
На стоимость влияет:
- диаметр и длина заготовки;
- наличие дополнительных операций (резьба, сверление, шлифовка);
- допуски и требования к шероховатости;
- материал (нержавейка, сталь, бронза, капролон и др.);
- объем партии.
Мы предоставим расчёт стоимости до начала работ и предложим оптимальный производственный подход под каждое задание.
Почему выбирают нас?
- Собственное производство в Москве
- Изготовим от 1 детали до партии 1000+ штук
- Принимаем любые форматы — чертёж, 3D-модель, фото
- Подбор инструмента под каждую задачу
- Гарантия на точность и повторяемость размеров
